Inventing something new doesn’ necessarily means that you come out with a revolutionaly product which nobody ever seen or though about before. Nowadays with so much tech available the possiblilty to really do so it exceptionally low. Yet improving an existing product adding features on it like no-one did before and create a memorable user experience which in turn could generate more revenue and clients for your product is indeed very much possible. You just have to continuously learn new ways of doing the product development. For instance let’s take Apple and Samsung. None of them did invent neither the mobile phone,Television nor Computer Screens, but they do create latelly amazing such products with enoumously improved user experience making them both dominate in their industry worldwide.
The same with cars, for instance Tesla which didn’t invent the car but in its short existance since it was founded in 2003 by Elon Musk, they managed to compete and overcome the big names with decades of experience in car manufacturing such as Ford, GM and Volkswagen. So clearly it must be something in there which if applied correctly can make huge success in business to happen. As I am into it as design engineer in automotive industry, I had the opportunity during the years to collaborate and learn from multiple car OEMs, how and why some are more sucessful than others even if the product they do, is actually not that different, they all manufacture cars. But their approach to this can change the game tremendously. The one name which actually revolutionized the way how cars are produceed is without a doubt TOYOTA. Therefore let me share my experience about this and tell you a bit more how is done.
As we know, cars started to become a commodity 120 years ago. Henry Ford was nearly 40 when he founded Ford Motor Co. in 1903. At the time, “horseless carriages” were expensive toys available only to a wealthy few. Yet in just 4 decades, Ford’s innovative vision of mass production would not only produce the 1st reliable, affordable “automobile for the masses,” but would also spark a modern industrial revolution. Then other car OEM followed and applied the same production system , such as GM in 1908 or VOLKSWAGEN in 1937. Even thou Toyota also started in 1937, or Honda which was founded in 1948 they both had a slighlty different approach mainly after 1960.
By the end of the 20th century, TOYOTA has completelly taken over the car industry becoming the biggest car OEM in the world and is still doing it today. The reason for their success is LEAN MANUFACTURING SYSTEM.
Toyota, Honda and many other Japanese companies use the same production system which make them dominate versus the clasic Mass-Prodution companies such as FORD, GM or VOLKSWAGEN. But as much as the success of Toyota and Honda is obvious, it took a 100 year until a new player emmerged and disrupted the entire car industry, being a challlenge even for Toyota. This player is Elon Musk with his TESLA company. All these things made the mass-production system used by FORD and VOLKSWAGEN to become redundant. But latelly Ford and some other North American companies quickly undrestood what’s going on and they progressivelly started to implement Lean Manufacturing as well. The only one american company that really made a remarcable performance in its short history was TESLA. Yet the addoption of Lean Manufacturing in Europe is still well behind vs. North America and Japan.
And yes indeed Lean Manufacturing is something that makes a bussiness competitive and I woud always advocate for this to be the new way how to run a business in any industry, not only automotive. But let’s see WHY mass-production cannot compete with lean-manufacturing and How innovation occurs in mass production vs. lean manufacturing.
Invention in Mass Production
In a typical mass-production system, the people involved in the product-development efforts are engaged in routine engineering problem-solving. They combine existing components and proven engineering principles to develop new products that must be up-to-date and in tune with current consumer desires. In other words, they solve problems without having to engineer anything that is fundamentally new. But what happens when the old solutions no longer work – when the external world changes in such a way that existing components and design principles are no longer adequate to do the job? And, what does a company do when competitition stiffens and it needs something better than a “me-too” solution to maintain its market position?
This is the job for research as opposed to development – the conscious process of inventing, perfecting and introducing something that is new. As we will see, lean producers approach the problem in a very different way from mass-producers.
Regarding the invention in mass production I cannot have a better reference than what Alfred Sloan observed (he was an American business executive in the automotive industry, a long-time president, chairman and CEO of General Motors Corporation). In his early professional career, he was an MIT-trained electrical engineer, so his advice on technological innovation may surprise us. In his memoirs, “My Years with General Motors“, he had this to say on the topic:
“…it was not necessary to lead in technical design or run the risk of untried experiments [provided that] our cars were at least equal in design to the best of our competitors in a grade.”
When he wrote these words, in retirement in the early 1960s, Sloan had come to perceive a special problem with innovation because of the size and market dominance of GM. By that time when GM had sewn up half the North American auto market, any truly epochal innovation -say, a turbine-powered truck or a car with a plastic body – could have bankrupted Ford and Chrysler. The auto makers’ plight would certainly have attracted the attention of a U.S. government intent on preventing monopoly in its largest industry. So caution made sense. GM hardly wanted to innovate its way to corporate dismemberment.
In thinking about innovation, Sloan carried Henry Ford’s ideas on the division of labor to their logical extreme. He decided to concentrate the scientists and engineers who were working on advanced pre-production ideas at GM’s technical center outside Detroit. There he felt, they would be free of the daily distractions of commerce and able to focus on the company’s long-term needs.
However, the way GM, Volkswagen and the other large mass-producers – including many others in Europe-went about organizing their fundamental research made it highly unlikely that they would come up with startling innovations in any case. Unfortunately, they have learned this sad fact only very recently. In the absence of a crisis – a situation in which the future of the company was at stake and normal organizational barriers to the flow of information were suspended – new ideas percolated from the research center to the market very slowy. And when a crisis did occur, the lack of day-to-day contact between the thinkers in the research center and the implementers in product development often meant embarrassing gaffes, such as DieselGate story Volkswagen did come up with in 2015. This scandal has severily impacted the entire VW Group business, the financial damage was huge, many executives were sued then some were fired and some ended up in jail. It was the biggest financial damage, the company had to ever deal with in its history. Up to this day since DieselGate occured in 2015 VW still tries to recover/inovate and still fail to deliver. They are still large mass-producers trying to understand and implement “Lean Production”.
On the other side over the decades, GM for instance built an enormous, very high-quality staff and made a number of fundamental discoveries. In the mid-1970s in fact, GM’ technological resources proved vital to the welfare of the entire world auto industry when its scientists and engineers – on very short notice – perfected the exhaust catalyst technology now used by every car company in the world to produce automobiles that meet emission standards. GM proved that when the external environment demanded quick action, it could and can innovate.
In GM’s case these included the Corvair project in the late 1950s, the Vega project in the late 1960s, the X-car project in the late 1970s and the high-tech factories for the GM-10 products in the late 1980s. In each case innovative ideas for new products and factories foundered when implementation could not live up to the original technical targets. These results are in startling contrast with what has happened in the last decade in the lean-production companies.
Invention in Lean Production
University-trained mechanical, electrical and materials engineers start their careers in an interesting way at many of the Japanese lean producers. They assemble cars. At Honda, for example, all entry-level engineers spend their first three months in the company working on the assembly line. They’re then rotated to the marketing department for the next three months. They spend the next year rotating through the engineering departments – drive, train, body, chassis and process machinery. Finally after they have been exposed to the entire range of activities involved in designing and making a car, they are ready for an assignment to an engineering specialty, perhaps in the engine department. At first, they are likely to be assigned to a new-product development team. There they will do very routine work, largely adapting established designs to the precise needs of the new model. This task, continues for up to 4 years.
After successfully working on a new development project, the young engineer is likely to be transferred back to the engine department to do more fundamental work, perhaps on the design of a new engine;, such as the V6 and V8 units introduced some years ago (V6 in 1996 and V8 in 2003) by the Japanese producers and intended for use in a whole range of new models. (An engine-development program, like a new-model development program, requires 3 to 4 years between initial concept and actual production.) Once the engineers successfully finish their stint on this second type of development team, some of the most promising are selected for additional academic training and then are set to work on longer-term and more advanced projects. For example, the engineer might study how to incorporate fiber reinforcement into highly stressed metal parts, such as the rods connecting the crankshaft to the pistons. In working on these projects, the engineers consult closely with academic experts on retainer to the company.
However, even these longer-term development projects have a very specific objective-to remedy some weakness in the company’s products identified by the product or major-component development teams. So they are tied tightly to the needs and timetable of specific development projects. And, the work is conducted by engineers who thoroughly understand the practicalities of product development and production. To make sure that the engineers maintain their sensitivity. Honda, for example, assigns even its most advanced engineers to spend a month of each year working in one of the other functional areas of the company – the selling divisions, factory operations, supply coordination, and so forth.
The Japanese lean producers exercise extreme care not to isolate their advanced technologies from the day-to-day workings of the company and the incessant demands of the market. Based on their observations of U.S. and European mass-producers, they long ago concluded that, to be effective, engineering, even of the most advanced sort, must be tied into the key market-drive activities of the company.
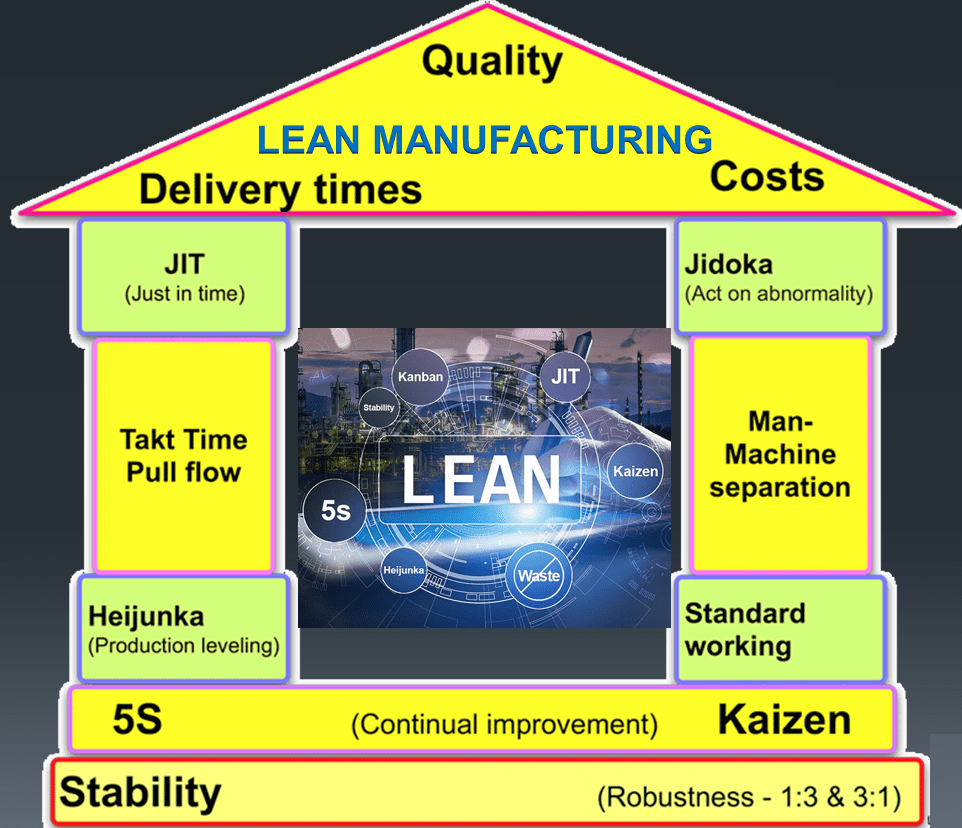
WHAT IS LEAN MANUFACTURING (lean production)?
LEAN MANUFACTURING is a methodology that focuses on minimizing waste within manufacturing systems while simultaneously maximizing productivity. Waste is seen as anything that customers do not believe adds value and are not willing to pay for. Some of the benefits of lean manufacturing can include:
- reduced lead times,
- reduced operating costs and
- improved product quality.
LEAN MANUFACTURING , also known as lean production, or lean, is a practice that organizations from numerous fields can enable. Some well-known companies that use lean include Toyota, Intel, John Deere, Tesla and Nike. The approach is based on the Toyota Production System and is still used by that company, as well as myriad others. Companies that use Enterprise Resource Planning (ERP) can also benefit from using a lean production system. Lean manufacturing is based on a number of specific principles, such as Kaizen, or continuous improvement.
5 principles of lean manufacturing
A widely referenced book, Lean Thinking: Banish Waste and Create Wealth in Your Corporation, by James P. Womack and Daniel T. Jones published in 1996, laid out 5 principles of lean, which many in the field reference as core principles. They are
- VALUE,
- THE VALUE STREAM,
- FLOW,
- PULL,
- PERFECTION.
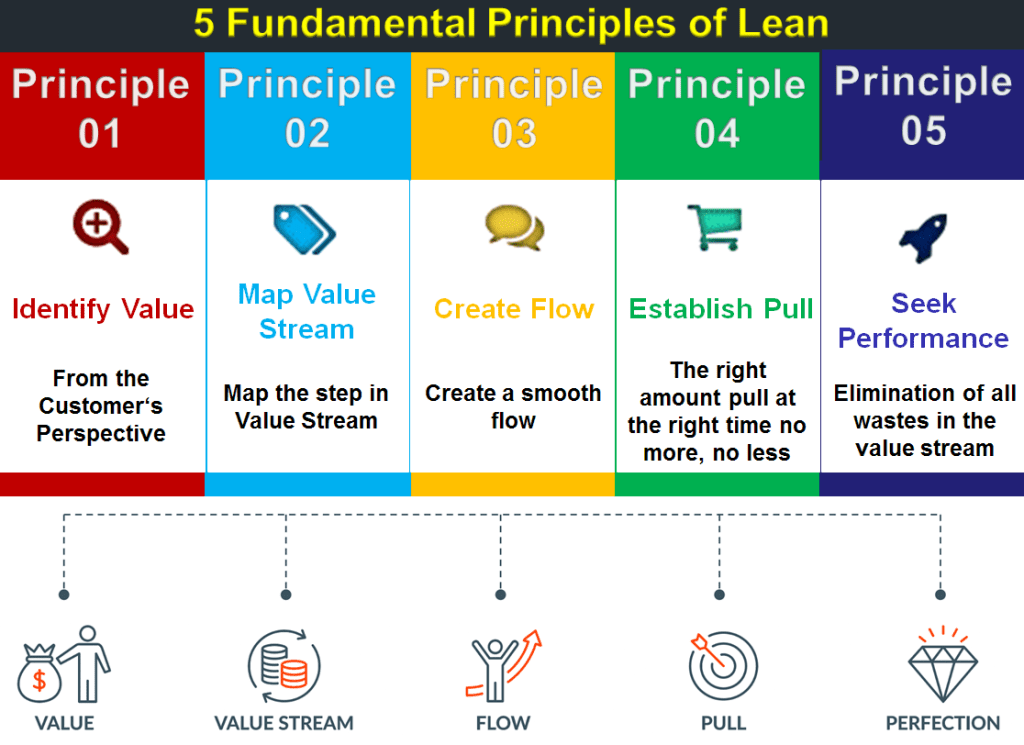
These are now used as the basis for lean implementation. These are defined as folows:
1. Identify VALUE from the customer’s perspective. –>Value is created by the producer, but it is defined by the customer. Companies need to understand the value the customer places on their products and services, which, in turn, can help them determine how much money the customer is willing to pay. The company must strive to eliminate waste and cost from its business processes so that the customer’s optimal price can be achieved — at the highest profit to the company.
2. Map the VALUE STREAM. –> This principle involves recording and analyzing the flow of information or materials required to produce a specific product or service with the intent of identifying waste and methods of improvement. Value stream mapping encompasses the product’s entire lifecycle, from raw materials through to disposal. Companies must examine each stage of the cycle for waste. Anything that does not add value must be eliminated. Lean thinking recommends supply chain alignment as part of this effort.
3. Create FLOW. –> Eliminate functional barriers and identify ways to improve lead time. This aids in ensuring the processes are smooth from the time an order is received through to delivery. Flow is critical to the elimination of waste. Lean manufacturing relies on preventing interruptions in the production process and enabling a harmonized and integrated set of processes in which activities move in a constant stream.
4. Establish a PULL SYSTEM –>. This means you only start new work when there is demand for it. Lean manufacturing uses a pull system instead of a push system. Push systems are used in Manufacturing Resource Planning (MPR) systems. With a push system, inventory needs are determined in advance, and the product is manufactured to meet that forecast. However, forecasts are typically inaccurate, which can result in swings between too much inventory and not enough, as well as subsequent disrupted schedules and poor customer service. In contrast to MRP, lean manufacturing is based on a pull system in which nothing is bought or made until there is demand. Pull relies on flexibility and communication.
5. Pursue PERFECTION with continual process improvement, or KAIZEN –>. . Lean manufacturing rests on the concept of continually striving for perfection, which entails targeting the root causes of quality issues and ferreting out and eliminating waste across the value stream.
The 8 wastes of lean production
The Toyota Production System laid out 7 wastes, or processes and resources, that don’t add value for the customer. These 7 wastes are:
- unnecessary transportation;
- excess inventory;
- unnecessary motion of people, equipment or machinery;
- waiting, whether it is people waiting or idle equipment;
- over-production of a product;
- over-processing or putting more time into a product than a customer needs, such as designs that require high-tech machinery for unnecessary features; and
- defects, which require effort and cost for corrections.
Although not originally included in the Toyota Production System, many lean practitioners point to an 8th waste: waste of unused talent and ingenuity.


Leave a comment